Precision-engineered process equipment made-to-order for the Oil & Gas, Refinery, Chemical, Petrochemical, Pharmaceutical, and Fertilizer industries. All equipment fabricated to international standards — ASME, TEMA, API, and GMP.

Reactors from Creative Engineering are precision-fabricated for demanding chemical and pharmaceutical processes, available in jacketed, limpet coil, and half-coil configurations. Equipped with agitators, mechanical seals, and gearboxes, each reactor is custom-engineered to the client's process conditions and designed as per ASME Section VIII and GMP guidelines.

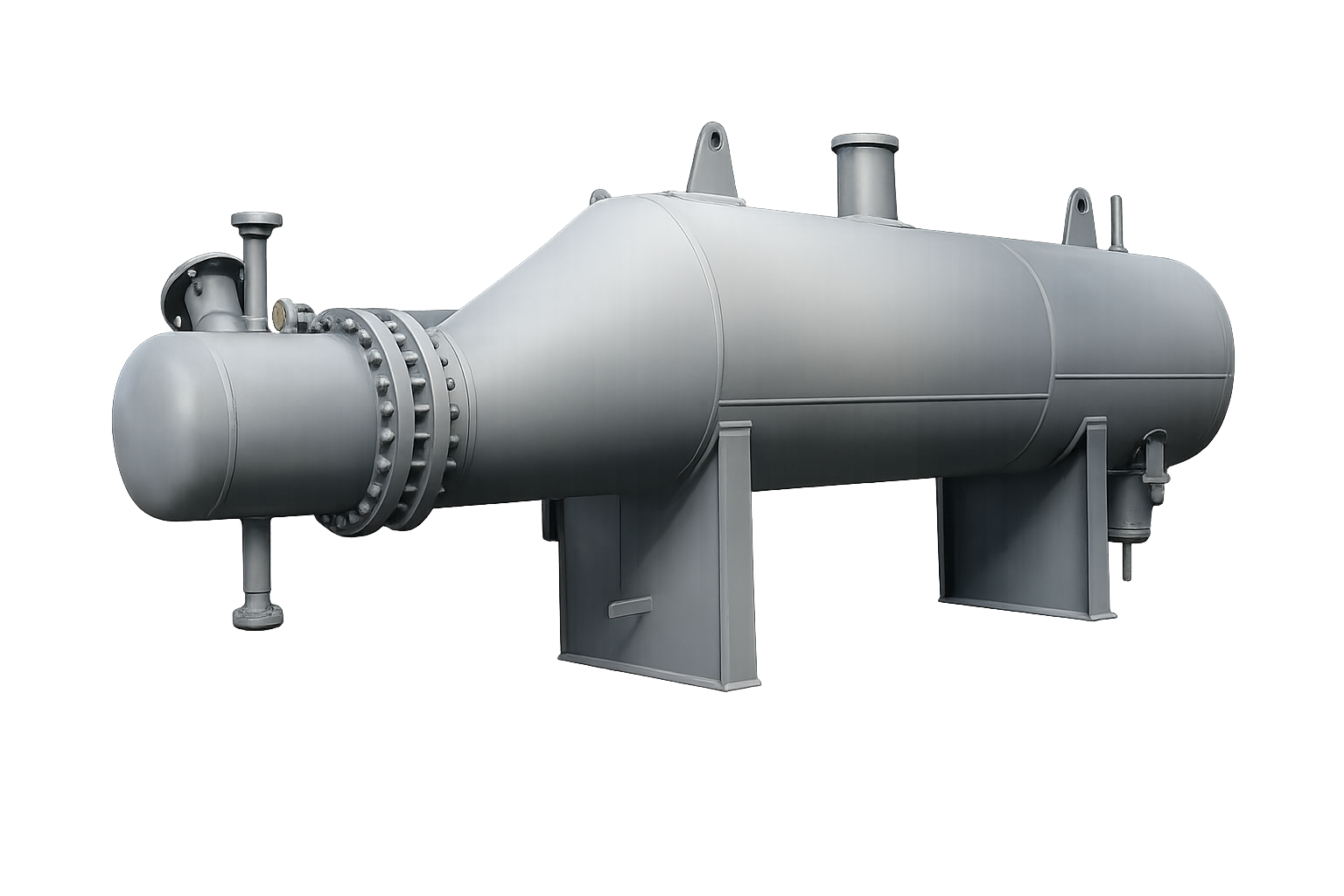
High pressure vessels are engineered to withstand extreme operating conditions, making them ideal for high-pressure gas and liquid service in refineries, petrochemical plants, and specialty chemical facilities. Fabricated from premium-grade materials and rigorously tested, every vessel complies with ASME Section VIII Div. 1 and is welded as per ASME Section IX.

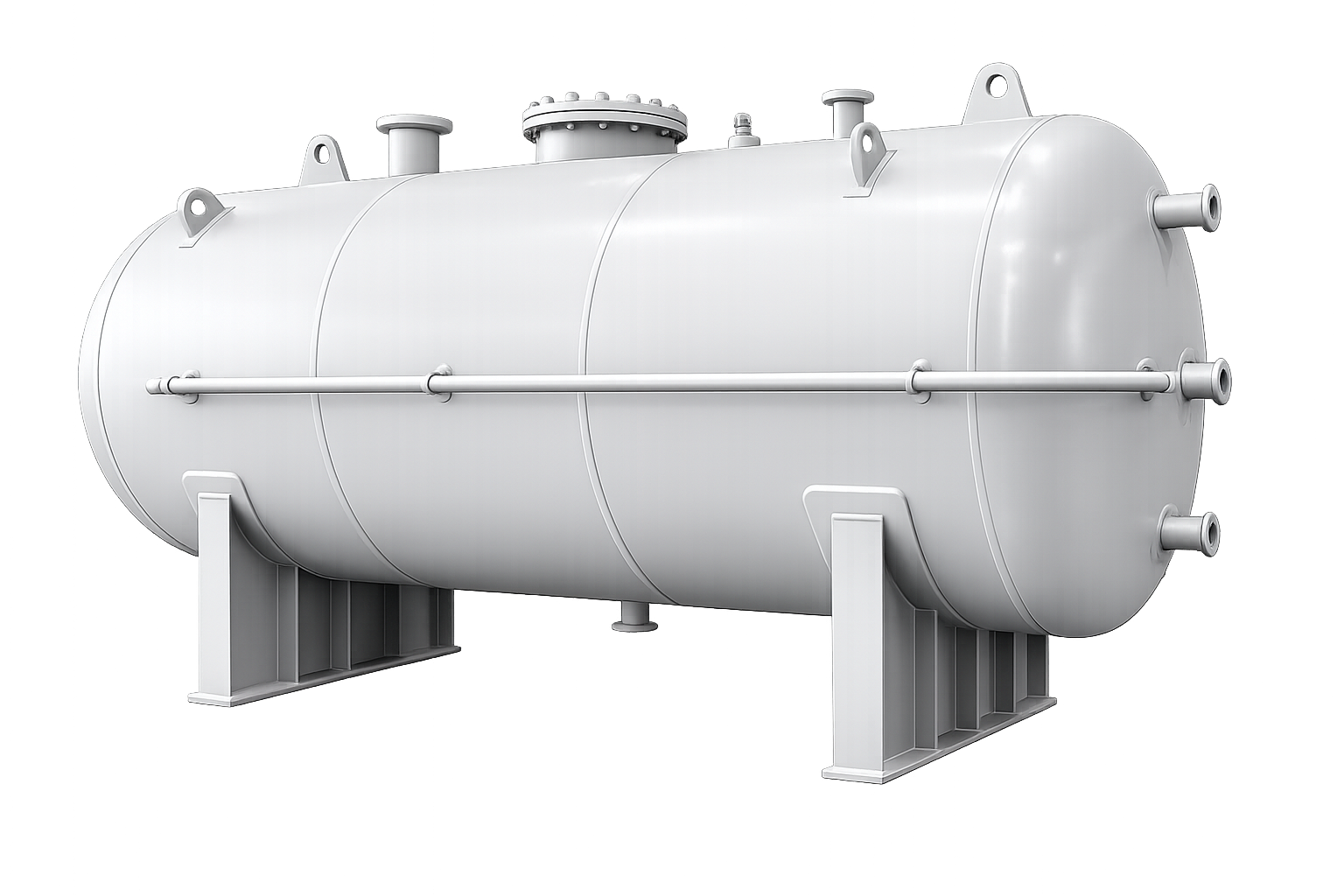
Pressure vessels are manufactured in both vertical and horizontal orientations for gas and liquid service across a wide range of industries including refinery, petrochemical, chemical, and pharmaceutical. Each vessel is designed to ASME Section VIII Div. 1 with welding qualified per ASME Section IX.

Reaction vessels are designed for controlled chemical reactions in pharmaceutical, specialty chemical, and fine chemical manufacturing, offering precise control over process conditions including temperature, pressure, and mixing. Available with heating/cooling jackets and agitator assemblies, fabricated in GMP-grade stainless steel.

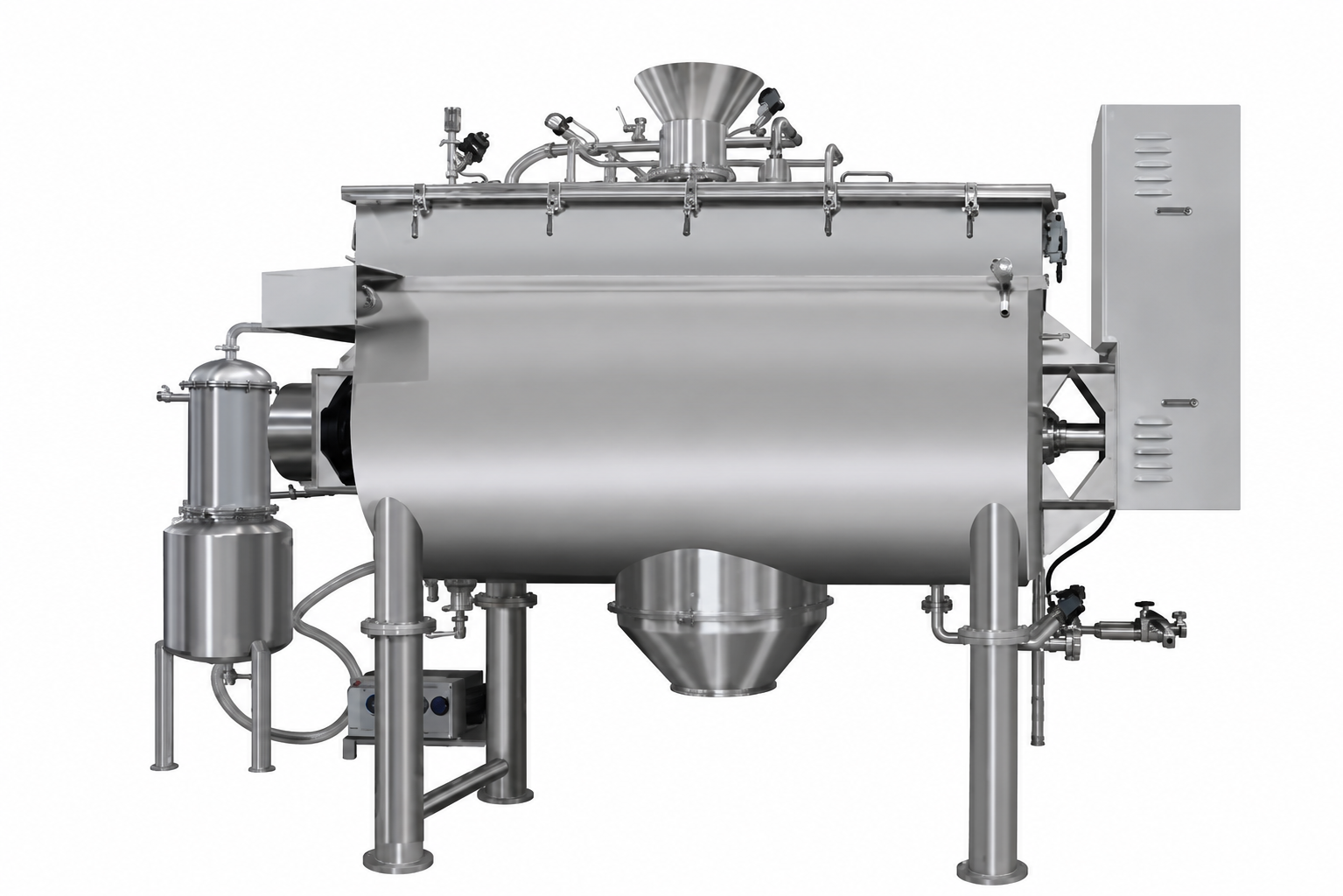
Nutsche filters are designed for solid-liquid separation in batch processes, commonly used in pharmaceutical API, specialty chemical, and fine chemical manufacturing. Fabricated in GMP-compliant stainless steel construction with polished internal surfaces, they provide efficient filtration, washing, and drying of solid cake within a single contained vessel.

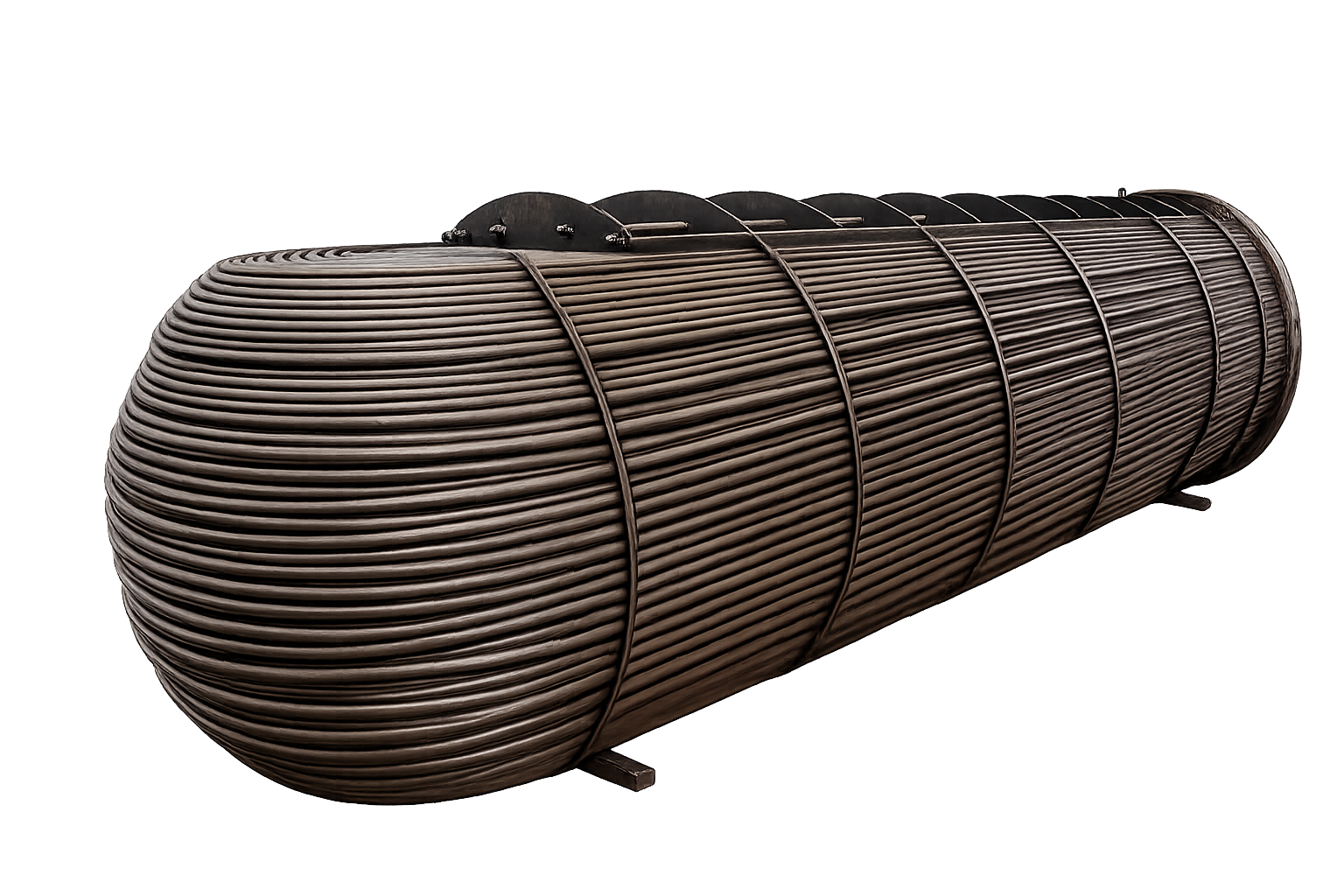
Heat exchangers from Creative Engineering are designed and fabricated for a broad range of thermal duty applications in refineries, petrochemical plants, and chemical processing facilities. Available in shell & tube, double pipe, and box type configurations, all units are engineered to TEMA and ASME Section VIII standards.

Box heat exchangers are a compact and efficient solution for heat transfer applications where conventional shell & tube designs are not suitable. Fabricated with precision from corrosion-resistant materials, these exchangers are designed for chemical, pharmaceutical, and industrial process applications requiring reliable thermal performance in a space-efficient form factor.

Reboilers are purpose-built for distillation service in refinery, petrochemical, and chemical plant applications. Available in kettle type and thermosyphon type configurations, each unit is engineered to provide efficient and reliable heat input to the distillation column base, with full compliance to TEMA and ASME standards.

Distillation columns are fabricated for separation, absorption, and stripping service across chemical, petrochemical, and refinery applications. Available in tray and packed column configurations, each column is supplied with all required internals — trays, packing support grids, distributors — as per the client's process design.

Solvent strippers are specialized process columns designed for the recovery and removal of solvents from liquid streams in chemical, pharmaceutical, and petrochemical processing. Built as packed or tray-type towers, they are engineered for efficient vapor-liquid contact and fabricated from corrosion-resistant materials.

Storage tanks are manufactured across a wide capacity range from 1 KL to 200 KL and above, in both vertical and horizontal orientations. Designed for atmospheric and low-pressure service, they are built to API 650 / API 620 standards and are available in SS, MS, and CS with various roof and bottom configurations.

Square tanks are fabricated for applications where round vessels are impractical due to space or layout constraints. Built from stainless steel or carbon steel, they are widely used in chemical, pharmaceutical, and food-grade processing environments for storage and process holding duties. Each tank is engineered for structural rigidity and leak-proof performance.

Silos are fabricated for the bulk storage and controlled discharge of powders, granules, and solid materials in chemical, fertilizer, agro-chemical, and industrial processing plants. Designed with structural integrity for large storage volumes, they are available in conical or flat-bottom configurations.

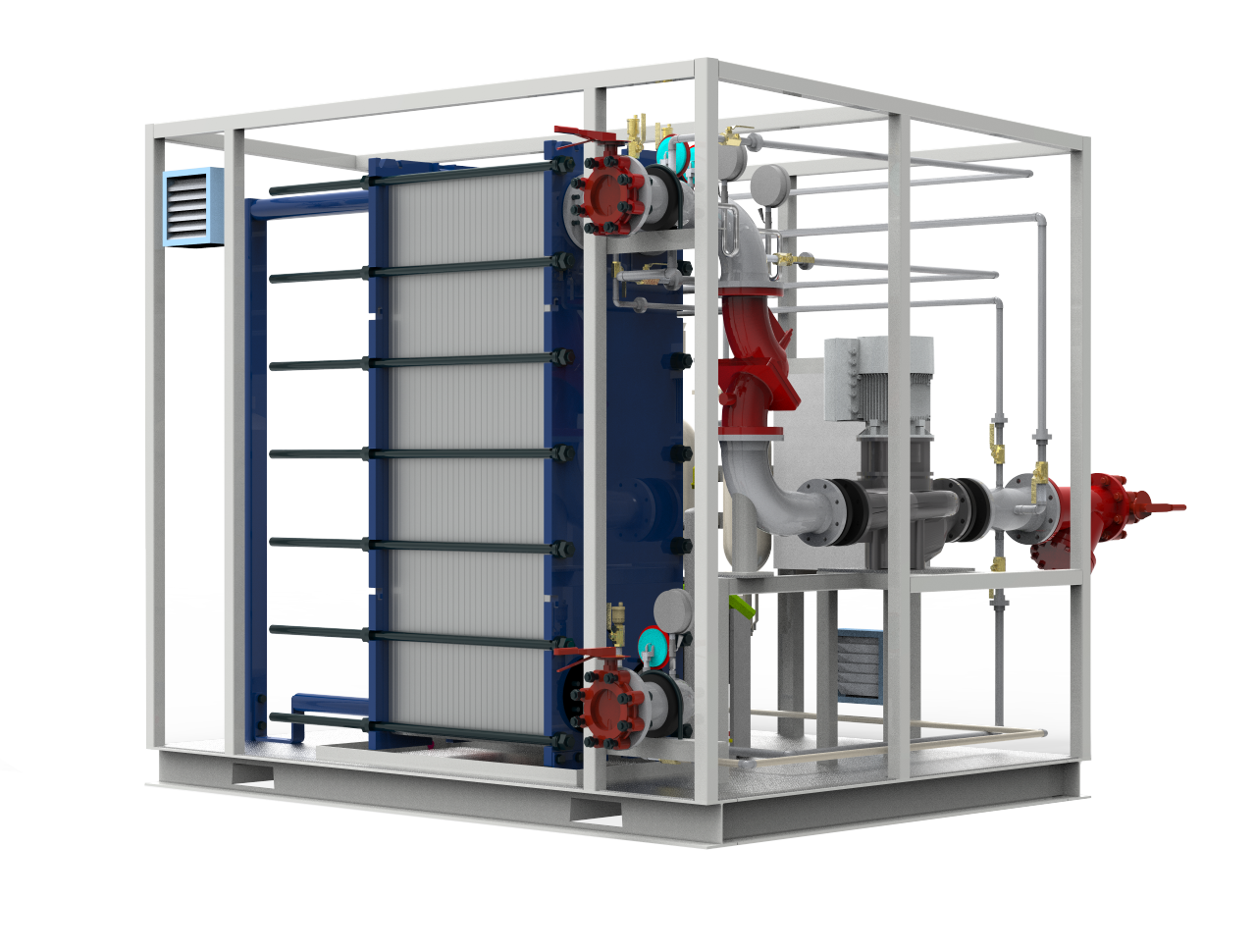
Skid mounted process equipment from Creative Engineering provides fully integrated, pre-assembled process systems that are factory-tested and ready for installation. Designed for rapid commissioning, these modular packages are built on a robust structural steel skid frame and include all piping, instrumentation, and auxiliary components as per the client's process flow diagram.

Receivers are vertical pressure vessels used for the collection, separation, and temporary storage of process fluids, gases, or condensates in industrial process plants. Compact and robustly built, they are designed as per ASME Section VIII and are available in a range of capacities and pressure ratings to suit diverse process requirements.




















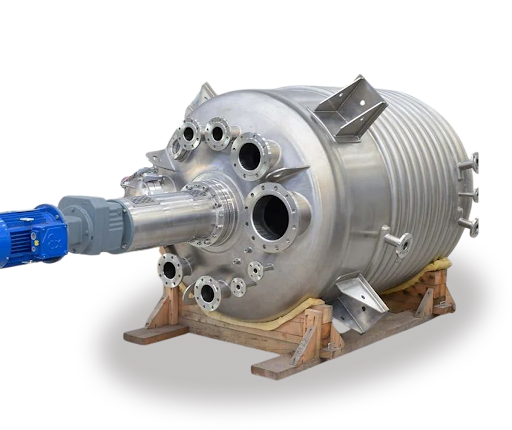 Reactor
Reactor High Pressure Vessel
High Pressure Vessel Skid Equipment
Skid Equipment Receiver
Receiver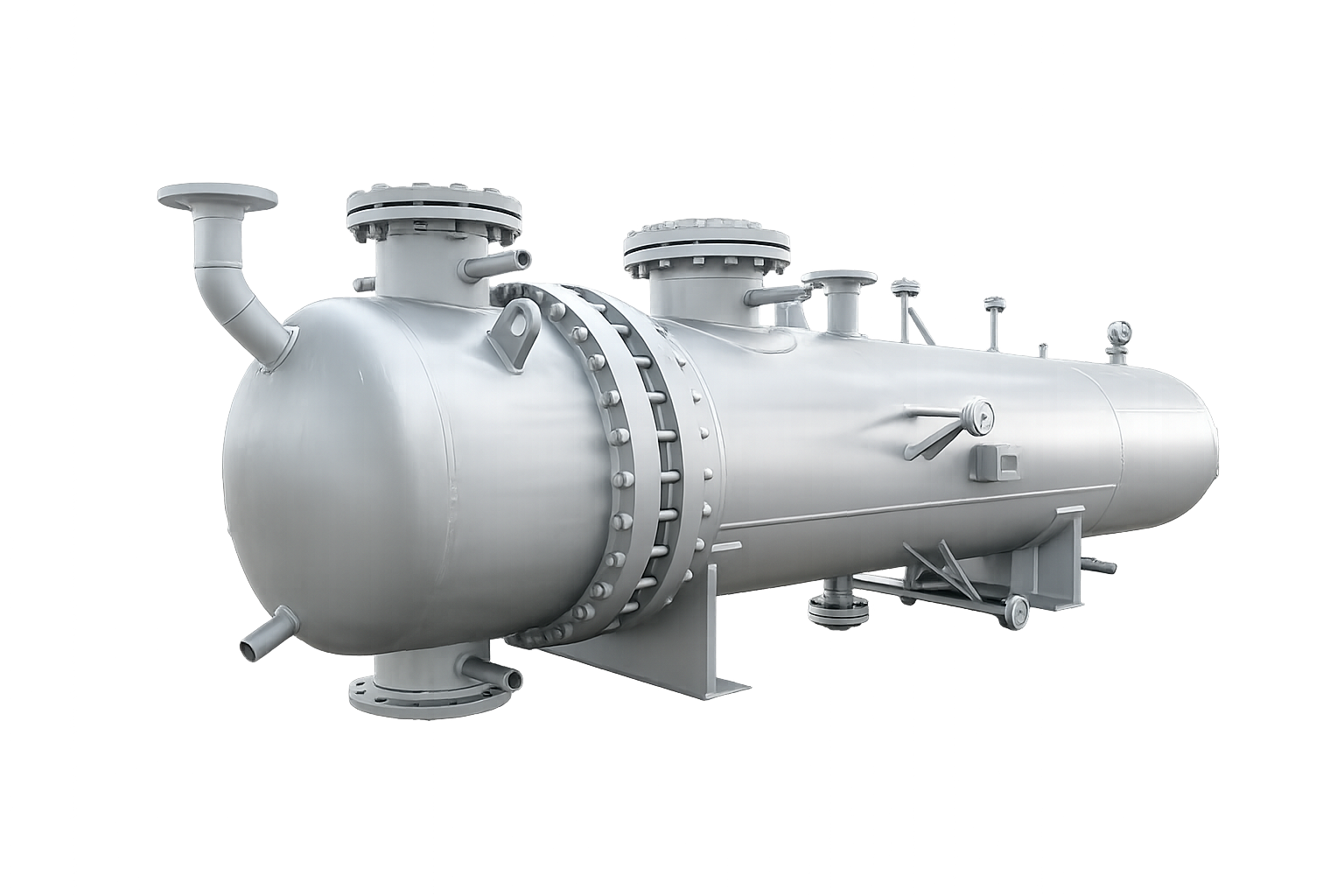 Heat Exchanger
Heat Exchanger Pressure Vessel
Pressure Vessel Silo
Silo Solvent Stripper
Solvent Stripper Pharma Equipments
Pharma Equipments